
[Application Case] AUEX-Temperature Control Synergy: Optimization of Continuous Reactor Applications
Solution ( February 25, 2026)
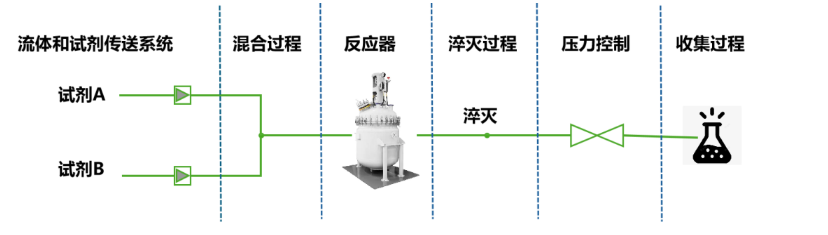
Continuous reactions utilize pumps to deliver materials, enabling chemical reactions to occur in a continuous flow mode. A typical continuous flow apparatus comprises eight core functional areas: fluid and reagent delivery zone, mixing zone, reaction zone, quenching zone, pressure regulation zone, collection zone, analysis zone, and purification zone
The device is equipped with stirring equipment, a real-time temperature and pressure monitoring system, and safety valves. It adopts a constant ratio flow control technology and a segmented adjustment of the heat exchange medium to achieve stable control of various key parameters during the reaction process, providing a basic guarantee for reaction efficiency and safety
Pain Point 1
Temperature is prone to getting out of control
Because the reaction heat and reaction temperature in continuous reactors are mostly in a positive feedback relationship,temperature runaway is prone to occur during chemical reactions, which can lead to the destruction of process stability and thus cause safety hazards.
The continuous catalytic reactor employs a combined design of a tubular furnace and an automated control system. The tubular furnace has three heating zones, featuring a double-shell structure and a bus-based temperature control module. Each heating zone can undergo intelligent PID temperature control, forming a closed-loop reaction temperature system. The three temperature zones can achieve independent temperature control and differentiated temperature settings, significantly improving operational convenience and temperature control accuracy
Catalyst loss
Pain Point 2
As the core medium for continuous catalytic reactions, the loss and aging of catalysts directly affect the reaction effect
The experiment is conducted under fully automated remote computer control. The controller uses the AUEX module to achieve online detection and monitoring of multi-dimensional signal data, covering key parameters such as catalyst aging temperature, system water volume, and reaction pressure. It generates data curves in real time, intuitively presenting the fluidization state of the catalyst during the aging process. Simultaneously, the system presets alarm thresholds for overpressure, overtemperature, and low liquid level. When these thresholds are triggered, audible and visual alarms are automatically activated, constructing a comprehensive safety protection mechanism to reduce losses caused by catalyst runoff
Solution
AUEX & Temperature Control Synergy
The controller interacts with the AUEX module in real time to precisely regulate the delivery and mixing ratio of fluids and reagents, ensuring that the materials are fully integrated according to process requirements.Before the product flows to the final collection area, the system maintains a high-pressure state through dynamic pressure adjustment to ensure sufficient reaction. At the same time, it monitors the liquid level transmitter data in real time, and automatically triggers an alarm when the water level is lower than the preset threshold to avoid equipment failure and reaction abnormalities caused by low liquid levels.
The bus temperature controller relies on an intelligent PID temperature control algorithm to coordinate and control multiple temperature parameters such as the temperature at the reactor point and the temperature of the inlet material,optimize the temperature field distribution inside the furnace, achieve temperature field equalization, effectively solve the problem of temperature runaway, promote more complete chemical reactions, and improve product conversion rate and purity.

Optimize energy consumption and efficiency
Application effect
Based on collaborative data from the AUEX module and the temperature control system, the controller optimizes the heat exchange medium circulation rate and heating power distribution, reducing energy consumption while ensuring reaction efficiency. By precisely controlling the material mixing ratio and reaction temperature, it reduces side reactions, improves raw material utilization and product yield, and reduces the load on subsequent purification processes, thereby improving overall process efficiency
Related Articles

Card-type I/O modules are used in pulp film cleaning lines
November 5, 2025![[Application Case] IP67 Application in Robot Workstations](https://www.wellauto.net/wp-content/uploads/2025/11/202511200620316.png)
[Application Case] IP67 Application in Robot Workstations
November 20, 2025![[Application Case] IOM Series Products Empower Woodworking Automation](https://www.wellauto.net/wp-content/uploads/2025/12/2025121207225259.jpg)

