
MES Quality End-to-End Traceability | Huamao Zongheng IO-Link RFID Automotive Manufacturing Production Line Identification and Quality Control Solution
Solution July 17, 2026
Automotive OEMs' welding, painting, and final assembly workshops face harsh conditions such as mixed production lines for multiple vehicle models, high-speed continuous operation of skids, and splattering welding slag and oil. Traditional barcodes are prone to contamination and failure, while dedicated bus RFID suffers from drawbacks such as numerous gateways, large node requirements, and cumbersome debugging.HuamaoZongheng's IO-Link Master + IO-Link HF RFID reader/writer systemmakes vehicle identification, process error prevention, and quality data traceability as simple and reliable as connecting a sensor.
I. IO-Link RFID Configuration Network Principles (Automotive Production Line Perspective)
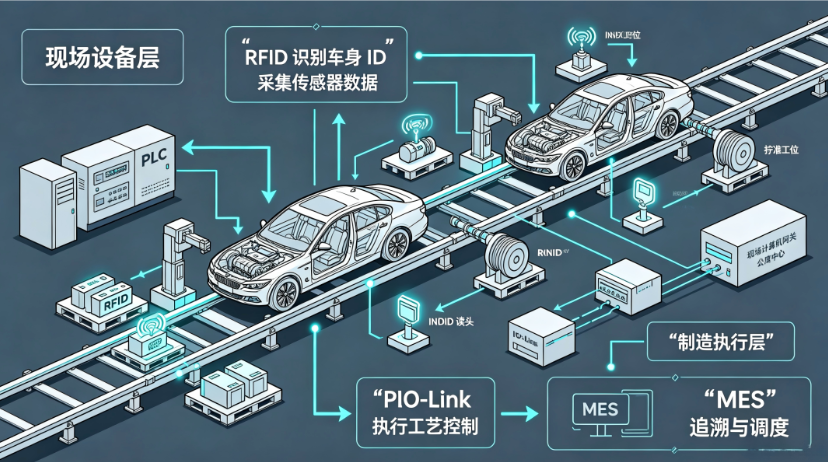
Huamao Zongheng's IO-Link RFID system complies with the IEC 61131-9 standard and adopts a typical three-layer architecture in automotive production lines:
·IO-Link Master (Main Site)
ModelsAUPN-8A0B / AUEI-8A0B / AUEC-8A0B(compatible with Profinet / EtherNet / IP / EtherCAT respectively), connected to workshop PLC/PAC upstream and IO-Link ports downstream. A single unit supports 8 IO-Link ports, covering automotive assembly lines or body conveyor lines up to 300m long.
·IO-Link HF RFID Reader (Slave Device)
ModelAU3 IHR-3001-IOL / AU3 IHR-3002-IOL /AU3 IHR-3004-IOL / AU3 IHR-3006-IOL / AU3 IHR-3011-IOL
13.56MHz, supports ISO 15693, can be directly connected to the IO-Link Master port via a standard M12 A-Code cable, and can be installed on skid identification gantry, assembly station, or next to the testing line
·Tag
HF anti-metal tags (such as the AU3 IHT-TM series) can be directly embedded in skids, tooling plates or critical subassemblies, and are resistant to high temperatures, oil stains and strong vibrations
Configuration process : Import the RFID reader/writer head IODD file into the PLC engineering software → Set the IO-Link Master port to IO-Link mode → Automatically identify the device and map the vehicle's VIN/UID and user data area. No Modbus address configuration or dedicated gateway programming is required; simply drag and drop the IODD → One-click configuration → Instant communication. Alternatively, settings can be directly operated on the PLC configuration platform .
II. ⭐ Detailed Application of IO-Link RFID in Quality Data Traceability of Automotive Manufacturing MES
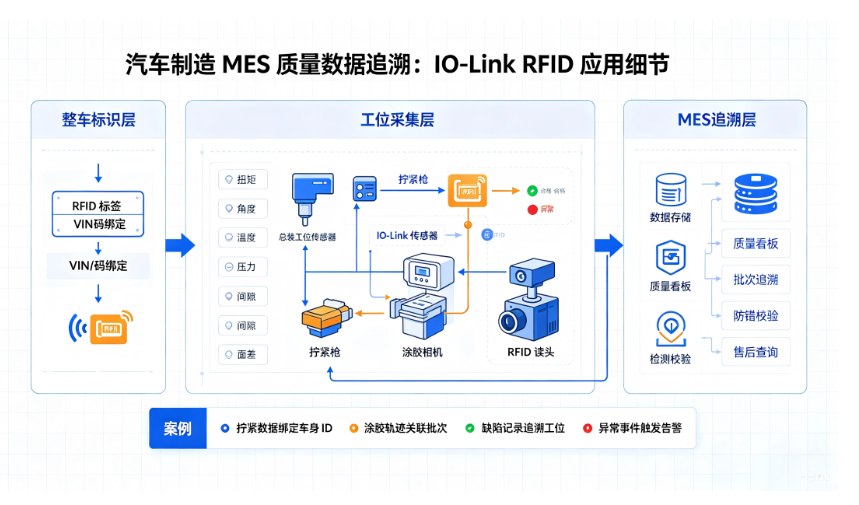
In the OEM's MES (Manufacturing Execution System) quality traceability system, IO-Link RFID undertakes three core functions: "on-board dynamic database + workstation quality binding + closed-loop traceability"
① Unique identification binding for skids/vehicle body (VIN ↔ Tag ID)
• When the body-in-white enters the welding line, the bodyVIN code/order number/model configuration code is written into the anti-metal HF tag (AU3 IHT-TM) on the skid to establish a "one vehicle, one code" correspondence.
• Each workshop (welding → painting → final assembly) reads the skid tags using the AU-RFID-HF series reader and automatically reports the vehicle identity to the MES, eliminating the need for manual scanning and being unaffected by welding slag or oil contamination.
② Real-time acquisition of key quality data and dual writing of tags/MES
AU3 IHR-30xx series read/write heads are deployed at key workstations on the final assembly and testing lines. When the skid is in position and reading is triggered:
| workstation | Collected quality data | Storage/Upload Method |
| Engine/transmission integration | Tightening shaft torque value, angle, OK/NG result, operator's employee number, timestamp | Process data is transmitted from the AU-M602 master station to the PLC and then to the MES; important parameters can be appended to the tag user area |
| Four-wheel alignment/light inspection | Toe angle, camber angle, light intensity, test results | The PLC packages and uploads the data to the MES quality database, and associates it with the VIN |
| Rain shower/electrical inspection station | Sealing performance assessment and electrical function test results | MES is linked to VIN + workstation time; NG vehicles are automatically locked and not allowed to leave |
| Seat/Door Panel/Airbag Installation | Part batch number, supplier code, installation confirmation signal | Parts box RFID verification → VIN matching → Writing to MES BOM traceability chain |
•IO-Link Advantages: Process data is cyclically mapped to VIN + quality status code; trigger mode and filtering time can be remotely configured in the ISDU parameter area; channel-level diagnostics ensures immediate alarm for missed reads/communication anomalies, preventing quality data from being lost.
③ Forward tracking and reverse recall (closed-loop tracing)
•Forward tracking: Query by VIN through MES → skid tag ID → read and write records of each workstation → retrieve tightening parameters/inspection results/part batches for the entire process, and restore the complete assembly history.
•Reverse recall: If a batch of bolts or airbags is abnormal, the MES system will search for all Tag IDs/VINs using that batch, locate the current skid position of the affected vehicle or vehicles that have already been produced, and accurately pinpoint the scope of the recall to avoid expanding the recall to the entire series.
• The tag user area can retain key summaries of the most recent 1 to several processes (112 bytes to 8KB depending on the tag size), ensuring the integrity of local data traceability even during brief network outages
④ Mixed-line error prevention linkage with MES process deployment
Read the vehicle model code from the skid tag → PLC requests the corresponding BOM and process parameters from MES → Automatic switching program between robot/tightening gun/filling machine → If the vehicle model does not match the parts to be installed, or the parts batch read by RFID does not match,the workstation will interlock and alarm, thus preventing incorrect or missing installations from the source.
✅Typical traceability applications: Welding point parameter recording; Correlation between coating film thickness/baking temperature and body color formula; 100% archiving of key torques in final assembly; Binding of final inspection results on the testing line; Access to historical data of vehicles in the repair area.
III. Application Characteristics and Value in the Automobile Manufacturing Field
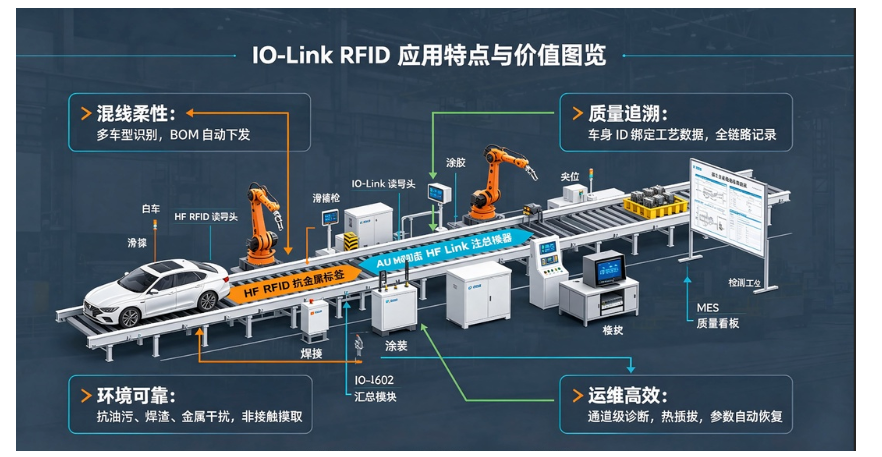
| Pain points of automobile production lines | Features of IO-Link RFID Solution |
| Mixing multiple vehicle models on the same production line can easily lead to incorrect parts being installed | Skid tag written to VIN → Automatic reading at each workstation → MES issues corresponding BOM and process → Interlock alarm for discrepancies to prevent errors |
| Barcodes become ineffective due to welding slag/oil stains/obstruction | HF RFID: Contactless, alignment-free, shield-penetrating, anti-metal tag embedded in skid for continuous vehicle tracking |
| Long production lines with multiple workstations and tight network nodes | Multiple AU-RFID-HF units can be aggregated via AU-M602,occupying only one bus node on the PLCand reducing IP address usage. |
| Strong vibration/high humidity/weld spatter environment | AU-M602 IP67 metal housing (wide temperature range -20~+80℃, resistant to iron filings), AU-RFID-HF IP67/IP68, 20G vibration resistant |
| Troubleshooting and troubleshooting downtime is difficult | Channel-level diagnostics + hot-swapping + Device Replacement; automatic recovery of read/write head parameters after replacement; maintenance without system downtime |
| Upgrading old and new production lines to be compatible with different brands of PLCs | The AU-M602 supports Profinet / EtherNet/IP / EtherCAT / CC-Link IE FB / Modbus-TCP |
IV. Core Advantages of Huamao Zongheng IO-Link RFID Solution
✅ Automotive-grade IO-Link master station — AUPN-8A0B / AUEI-8A0B / AUEC-8A0B
• A hybrid star and serial topology allows a single master station to cover all workstations, reducing cabling by approximately 60%
• IP67 metal housing, -20~+80℃ wide temperature range, suitable for harsh welding/painting environments
• Independent diagnostics for each channel + hot-swappable ports meet the high OEE requirements of automotive production lines
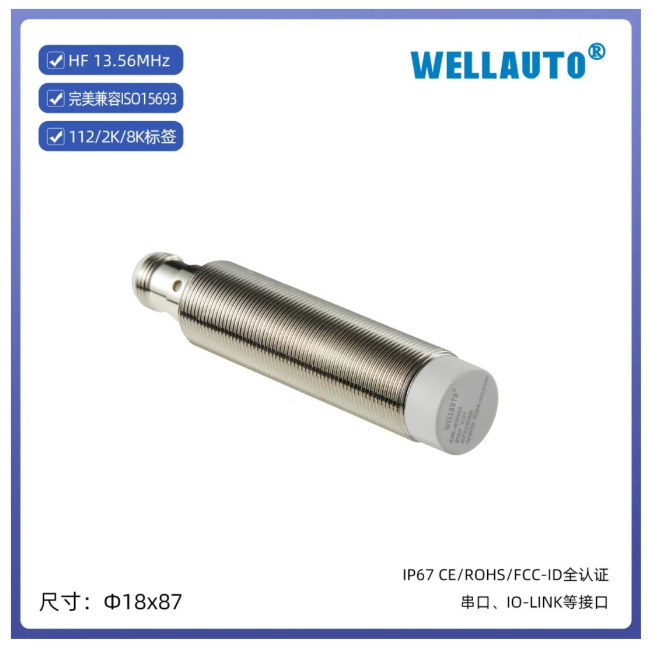
✅High -performance HF RFID reader/writer head—AU3 IHR-3001-IOL / AU3 IHR-3002-IOL / AU3 IHR-3004-IOL / AU3 IHR-3006-IOL / AU3 IHR-3011-IOL
• IO-Link V1.1 COM3 (230.4kbps), read/write speed 1.5KBytes/s
• Flexible mapping of process data (32 bytes each for input and output), capable of writing user area data such as vehicle model code, configuration version, and test results
• Available in various shapes, including cylindrical and square, Φ18/Φ30, for compact installation in confined spaces such as skid gantry or final assembly stations


✅ End-to-end MES traceability closed loop
• Automatic reading of skid tags as the vehicle passes through stations → VIN linked to key component batches/tightening curves/inspection results → real-time uploading to MES/QMS → supports forward tracking and reverse recall location
✅ International Certification & Local Services
• CE / UL / TÜV / RoHS / FCC certifications, meeting the project access requirements of domestic and international OEMs
• A national-level specialized and innovative "little giant" enterprise, providing complete IODD, configuration manuals, and on-site technical support

Related Articles

RFID Applications in Automotive Circuit Board Production Lines
October 15, 2025
Card-type I/O modules are used in pulp film cleaning lines
November 5, 2025![[Application Case] AUEX-Temperature Control Synergy: Optimization of Continuous Reactor Applications](https://www.wellauto.net/wp-content/uploads/2026/02/20260225084042100.png)

