[Anwendungsbeispiel] Produkte der IOM-Serie ermöglichen Automatisierung in der Holzbearbeitung
Lösung vom 12. Dezember 2025
Branchenhintergrund und Schwachstellen der Ausrüstung
Als zentrale Komponente automatisierter Anlagen in der Möbelherstellung und der individuellen Einrichtungsindustrie übernimmt die Kantenanleimmaschine für Holzplatten die entscheidenden Prozesse des Versiegelns, Verschönerns und Feuchtigkeitsschutzes der Kanten von Holzplatten. Ihr Arbeitsablauf umfasst mehrere aufeinanderfolgende Schritte, darunter Zuführung, Verleimen, Aufbringen des Kantenbandes, Schneiden, Trimmen und Polieren. Dabei müssen drei Kernanforderungen erfüllt werden: die kollaborative Steuerung mehrerer Mechanismen, die hochpräzise Positionssynchronisation und die hochfrequente Signalerfassung

Mit der rasanten Entwicklung der Branche für maßgefertigte Wohnmöbel haben sich bei traditionellen Kantenanleimmaschinen nach und nach folgende technische Engpässe herauskristallisiert:
Reaktionsverzögerung der Steuerung
Bei herkömmlichen zentralisierten I/O-Lösungen sind die Kabel zwischen Sensoren und Controllern lang und die Signalübertragungsverzögerung überschreitet 5 ms, was zu Abweichungen in der Genauigkeit der Verklebung des Dichtungsbandes führt (insbesondere bei der Hochgeschwindigkeitsproduktion kann der Fehler mehr als 0,5 mm betragen), was die Produktqualität beeinträchtigt
Komplexe Verkabelung und schwierige Wartung
Eine einzelne Kantenanleimmaschine muss mit über 40 digitalen Sensoren (Positionsschalter, Lichtschranken), über 10 analogen Signalen (Druck, Temperatur) und über 20 Aktoren (Zylinder, Servomotoren) verbunden werden. Herkömmliche Verdrahtungsmethoden erfordern eine große Anzahl von Kabeln, eine hohe Ausfallrate und Stillstandszeiten für Wartung und Fehlersuche. Die durchschnittliche Bearbeitungszeit für Störungen beträgt über 4 Stunden
Unzureichende Skalierbarkeit
Die kundenspezifische Fertigung erfordert häufige Änderungen der Blechspezifikationen (Dicke 3–50 mm, Breite 200–2000 mm). Herkömmliche E/A-Module verfügen über eine feste Anzahl von Anschlüssen, und das Hinzufügen neuer Funktionen erfordert Neuverdrahtung und Modifikationen, was zu langen Modernisierungszyklen und hohen Kosten führt
Schwache Störfestigkeit
In Holzbearbeitungswerkstätten herrscht Staub, Motoren werden häufig an- und ausgeschaltet, und sie sind starken elektromagnetischen Störungen ausgesetzt. Herkömmliche Ein-/Ausgangssignale sind störungsanfällig, was zu Fehlauslösungen und Produktionsfehlern wie gebrochenen Kantenbändern und zerkratzten Brettern führen kann
Huamao IOM-Serie: Design einer verteilten I/O-Lösung
Um die technischen Herausforderungen von Kantenanleimmaschinen für Holzpaneele zu bewältigen, hat Huamao Auto eine verteilte Steuerungslösung auf Basis des EtherCAT-Kopplers der IOM-Serie entwickelt. Durch die Neugestaltung der Steuerungsebene mittels einer Busarchitektur wird eine effiziente Zusammenarbeit zwischen Signalerfassung und Befehlsausführung erreicht


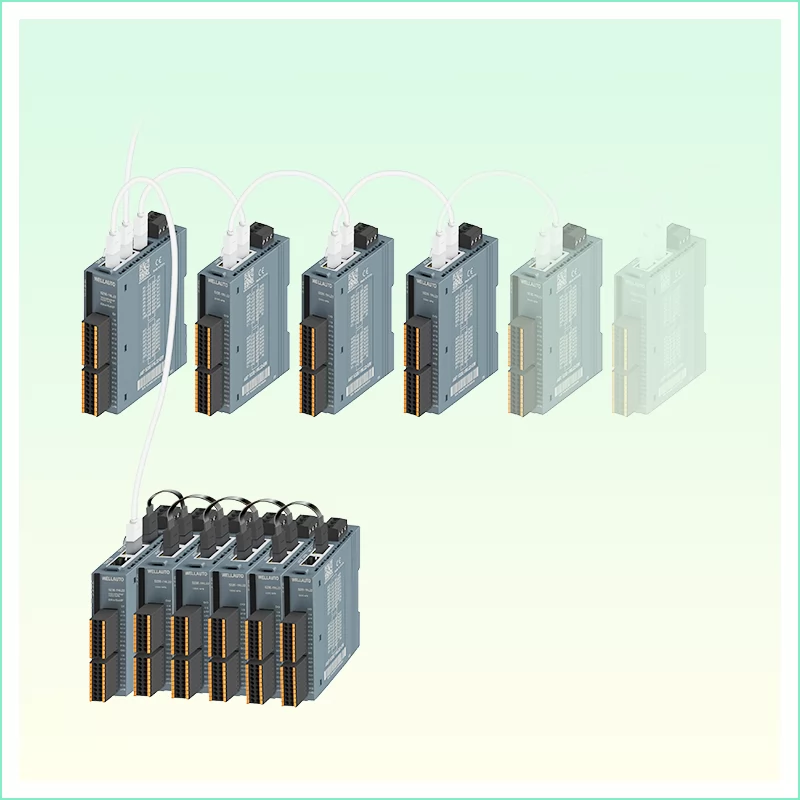
Feldanwendungsdiagramm
(I) Auswahl und Konfiguration von Kernprodukten
1. Buskupplung
Der EtherCAT-Koppler IOM-ECT wurde ausgewählt, da er eine Backplane-Busgeschwindigkeit von 100 Mbit/s und eine E/A-Reaktionszeit von nur 1 ms unterstützt und somit die Anforderungen an die Hochfrequenzsignalverarbeitung von Edge-Banding-Geräten erfüllt. Dieser Koppler verfügt über eine doppelte Isolation für Bus und Stromversorgung und ist dadurch effektiv vor elektromagnetischen Störungen in der Werkstatt geschützt. Er unterstützt die manuelle Konfiguration über 8-Bit-DIP-Schalter oder die automatische Adresszuweisung durch die Masterstation und ist somit mit verschiedenen SPS-Herstellern (z. B. Beckwright, Omron, Inovance) kompatibel
2. E/A-Erweiterungsmodul
① Digitale Eingangsmodule (IOM 32DI-P, IOM 16DI-P):PNP-Bauform, primär zur Erfassung von Statussignalen aus den einzelnen Prozessschritten der Anlage. Im Zuführungsprozess erfassen sie Echtzeit-Schaltsignale wie Leiterplatteneingang, Leiterplattenkantenpositionierung und Erreichen des Zieldrucks der Zuführwalze. Im Kantenanleimprozess erfassen sie Signale wie normale Kantenanleimspannung, Warnung bei Materialerschöpfung und Druckwalzenverklebung. In den Trimm- und Polierprozessen empfangen sie Signale wie Werkzeugeingang, Bereitschaft der Polierscheibendrehzahl und Alarm bei vollem Abfallbehälter. Sie liefern der SPS umfassende Prozessstatusrückmeldungen, um die koordinierte Auslösung von Aktionen in jedem Prozessschritt zu gewährleisten. Das Modul unterstützt die lokale Stromversorgung der Sensoren und kann daher in der Nähe der Aktoren in jedem Prozess installiert werden. Dies reduziert die Sensorkabellänge und minimiert das Risiko von Signaldämpfung.
② Digitales Ausgabemodul (IOM 32DO-P):
Das digitale 32-Punkt-Ausgangsmodul steuert die verschiedenen Aktuatoren der Anlage. In der Zuführphase regelt es das Starten und Stoppen der Zuführwalzen, das Aus- und Einfahren des Plattenklemmzylinders sowie die Justierung des Abweichungsausgleichsmechanismus. In der Klebephase steuert es das Starten und Stoppen der Leimpumpe, das Öffnen und Schließen des Leimventils und den Betrieb des Kantenanleimförderers. In der Schneid- und Trimmphase regelt es die Bewegung des Kantenanleimmessers, das Heben und Starten/Stoppen des Trimmmessers sowie das Starten und Stoppen der Polierscheibe. Darüber hinaus steuert es Hilfsmechanismen wie den Not-Aus-Alarm, die Statusanzeige und den Abfallauswurfzylinder, um eine schnelle und präzise Befehlsausführung zu gewährleisten
③ Hochgeschwindigkeitszählmodul (IOM 2HC):
Dieses Kernmodul, das differentielle Eingangssignale mit einer maximalen Frequenz von 4 MHz unterstützt, steuert präzise das Kantenanleimband. In der Zuführphase des Kantenanleimbandes erfasst ein Encoder in Echtzeit die Bandlänge. Das Impulssignal wird digitalisiert und an die SPS übertragen, um die Bandlänge präzise zu messen und im geschlossenen Regelkreis zu regeln. Nach der Erfassung der Leiterplattenlänge steuert die SPS das Schneidmesser präzise an, basierend auf der vom Hochgeschwindigkeits-Zählmodul erfassten Bandlänge. So wird eine optimale Anpassung von Bandlänge und Leiterplattenkante gewährleistet und Materialverlust durch zu kurzes oder verschnittenes Material vermieden. Parallel dazu erfasst der Encoder in der Zuführphase die Leiterplatten-Zuführgeschwindigkeit und -verschiebung. Dies ermöglicht eine synchrone Regelung von Zuführ- und Bandgeschwindigkeit und gewährleistet so eine präzise Verklebung
Modul ④ Widerstandstemperaturdetektor (IOM 4RTD):
Die 4-Kanal-RTD-Eingangsschaltung unterstützt die Signalerfassung von gängigen RTDs wie PT100/PT1000 und ist speziell auf die Temperaturregelungsanforderungen von Kantenanleimmaschinen zugeschnitten. Im Klebstoffauftragssystem wird die Heiztemperatur des Schmelzklebstoffs im Klebstoffauftragsbehälter in Echtzeit erfasst. Dadurch wird sichergestellt, dass die Klebstofftemperatur im optimalen Verklebungsbereich von 180–220 °C stabil bleibt. Dies verhindert eine Verkohlung des Klebstoffs durch zu hohe Temperaturen und eine schwache Haftung durch zu niedrige Temperaturen. In der Vorwärmphase des Kantenanleimbandes wird die Temperatur der Vorwärmwalze überwacht, um sicherzustellen, dass das Kantenanleimband auf 50–70 °C vorgewärmt wird und so die Haftung auf der Platte verbessert wird. Gleichzeitig wird die Temperatur wichtiger Anlagenteile (wie Motorlager und Werkzeugspindeln) erfasst, um Überhitzungswarnungen auszugeben, Schäden an der Anlage durch Überhitzung zu verhindern und ihre Lebensdauer zu verlängern
3. Systemarchitektur
Durch die Verwendung einer Sterntopologie aus „Master-SPS + verteilten E/A-Slave-Stationen“ kann ein einzelner Koppler auf maximal 32 E/A-Module erweitert werden, die 992 DI/DO-Kanäle und 128 AI/AO-Kanäle unterstützen und somit den Signalverarbeitungsbedarf von Kantenanleimungsanlagen vollständig abdecken. Der EtherCAT-Bus macht einen Switch überflüssig und verbindet jede Slave-Station direkt über RJ45-Schnittstellen mit Kabellängen von bis zu 100 m (geschirmtes Kabel). Dies ermöglicht die Anpassung an verteilte Installationsszenarien – beispielsweise die Installation von digitalen Ein-/Ausgabemodulen in der Nähe von Aktoren wie Zuführ- und Schneidemaschinen, RTD-Temperaturmessmodulen in der Nähe des Klebstoffauftragskastens und Hochgeschwindigkeitszählmodulen in der Nähe des Encoders des Kantenanleimungsförderers. Dadurch werden die Signalübertragungswege minimiert
(II) Wichtigste technologische Vorteile
Hochgeschwindigkeits-Echtzeitkommunikation
Der EtherCAT-Bus nutzt einen Parallelmechanismus, bei dem Daten während ihrer Verarbeitung übertragen werden, mit einer Zykluszeit von nur 1 ms. In Kombination mit der 1 ms E/A-Reaktionszeit der IOM-Serie wird die Genauigkeit der Kantenbandverklebung auf ±0,1 mm verbessert und erfüllt somit die Anforderungen der hochwertigen Möbelproduktion
Flexible Skalierbarkeit
Das modulare Design unterstützt die bedarfsgerechte Anpassung der E/A-Typen. Wenn das Gerät Funktionen wie die Erkennung von Trimmwerkzeugen und die automatische Anpassung an die Leiterplattendicke benötigt, kann das Erweiterungsmodul einfach ein- und ausgesteckt werden, ohne die ursprüngliche Verkabelung zu verändern. Dadurch verkürzt sich der Upgrade-Zyklus auf einen Tag
Hochzuverlässiger Schutz
Das Modul verfügt über Verpolungsschutz, Überspannungsableitung und ist dreifach geschützt (staubdicht, feuchtigkeitsbeständig und korrosionsbeständig). Es wird vor Auslieferung Langzeit-Alterungstests unterzogen und ist für einen Betrieb in Umgebungen von -20 °C bis 60 °C geeignet, wodurch es sich für verschiedene Umgebungsbedingungen eignet
Komfortable Bedienung und Wartungsdiagnose
Das Modul ist mit LED-Anzeigen für Stromversorgung, Bus- und Signalstatus ausgestattet und ermöglicht die Echtzeitüberwachung des E/A-Status durch die Masterstation. Im Fehlerfall kann es den betroffenen Kanal präzise lokalisieren und die durchschnittliche Fehlerbehebungszeit auf 30 Minuten reduzieren
Branchenanwendungsmöglichkeiten
Die verteilte IO+EtherCAT-Lösung der IOM-Serie von Huamao Auto eignet sich nicht nur für gerade Kantenanleimmaschinen, sondern lässt sich auch auf Holzbearbeitungsmaschinen wie Kurvenkantenanleimmaschinen, doppelseitige Kantenanleimmaschinen und Anlagen zum Anleimen von unregelmäßig geformten Kanten erweitern.Beispielsweise kann bei Anlagen zum Anleimen von unregelmäßig geformten Kanten das Hochgeschwindigkeits-Zählmodul in Kombination mit einem Mehrachsen-Encoder zur Längenmessung komplexer Kurven eingesetzt werden, das Modul zur Messung der thermischen Widerstandstemperatur kann sich an die Temperaturregelungsanforderungen mehrerer Bereiche anpassen, und das digitale IO-Modul lässt sich flexibel mit neu hinzugefügten Konturerkennungssensoren und Stellantrieben verbinden, was eine hohe Anpassungsfähigkeit an verschiedene Anwendungsszenarien beweist.
Verwandte Artikel
![[Anwendungsbeispiel] IO-Link-Lösung für die Montage von Autositzen](https://www.wellauto.net/wp-content/uploads/2026/03/2026041403585414.png)