
[Cas d'application] Solution pour la détection précise des dimensions de la caisse en blanc basée sur le module AUEX IO
Solution du 4 février 2026

La carrosserie est l'élément central du véhicule. Elle se compose de centaines, voire de milliers, de pièces de tôle de tailles et de formes variées, assemblées avec précision par des procédés tels que le soudage, le rivetage et le collage. Ces éléments forment la structure de base de la carrosserie, et cette étape est communément appelée « caisse en blanc ». Processus essentiel de la fabrication automobile, la précision d'assemblage de la caisse en blanc détermine directement la qualité de l'assemblage final et la sécurité de conduite du véhicule, ce qui en fait un maillon crucial du contrôle qualité dans la production automobile
Lors de la fabrication de la caisse en blanc, un contrôle précis des dimensions clés est primordial. En raison de la structure complexe et des nombreux points de jonction de la caisse en blanc, même un écart dimensionnel de quelques millimètres seulement peut entraîner un effet domino et affecter ainsi le processus d'assemblage ultérieur
Solution
01
Pour répondre aux exigences de haute précision en matière d'inspection dimensionnelle des caisses en blanc et conformément aux exigences fondamentales d'une production de masse efficace dans l'industrie automobile, une solution d'inspection automatisée est adoptée pour remplacer l'inspection manuelle traditionnelle, permettant une triple amélioration en termes de précision, d'efficacité et de stabilité
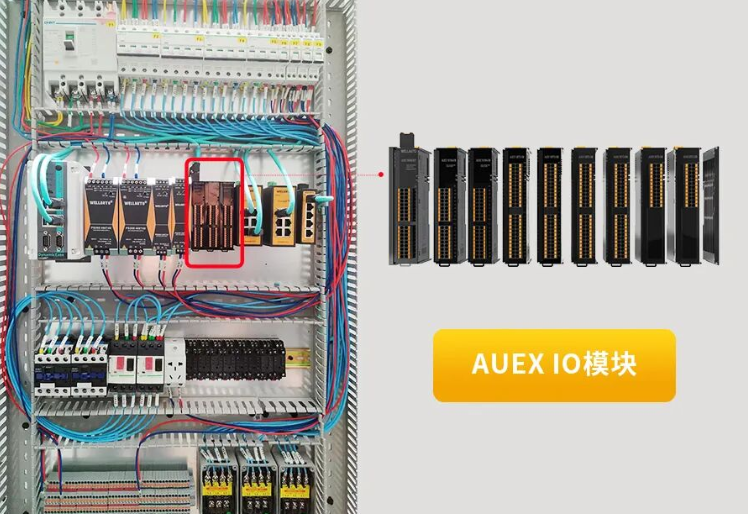
L'essence de la solution consiste à construire une boucle de contrôle utilisant un module d'alimentation, un répartiteur EtherCAT et un module d'E/S AUEX en conjonction avec un hôte ECT – un système de détection entièrement automatisé qui permet une numérisation précise, l'acquisition de données, l'analyse, le jugement et le contrôle par rétroaction des dimensions clés de la carrosserie en blanc
La caisse en blanc est automatiquement transférée au poste d'inspection par le convoyeur de la ligne de production. Le dispositif de positionnement calibre rapidement la posture de la caisse à partir d'un repère prédéfini, garantissant ainsi la constance du point de départ de l'inspection. Ensuite, le système ECT émet des commandes de contrôle, distribuées à haut débit via un répartiteur EtherCAT, pilotant de manière synchrone plusieurs unités d'exécution d'inspection (telles que des capteurs de déplacement laser, des caméras d'inspection visuelle et des palpeurs) le long de trajectoires prédéfinies. Le module d'E/S AUEX assure l'acquisition en temps réel des données d'inspection de chaque capteur et leur transmission à haut débit vers le système ECT via le bus EtherCAT. La latence de transmission des données est maîtrisée à la milliseconde, garantissant ainsi le bon déroulement du processus d'inspection en temps réel
Détection, analyse, rétroaction et correction automatisées en boucle fermée
02
Le module AUEX IO réagit rapidement aux instructions de l'unité centrale ECT et pilote l'actionneur pour effectuer les commutations nécessaires.En cas de problème, comme un dépassement des tolérances dimensionnelles, le module reçoit une alerte de l'unité centrale ECT et déclenche un dispositif d'alarme sonore et visuelle local pour alerter le personnel de maintenance sur site. Il transmet également des signaux de commande précis aux actionneurs du poste de soudage précédent. Grâce à un réglage fin des paramètres clés, tels que la pression de soudage et la position du point de soudure, il prévient la propagation des écarts dimensionnels à partir de leur source, formant ainsi une boucle de détection-rétroaction-correction continue.
Articles connexes
![[Cas d'application] Entrées/sorties discrètes appliquées à une ligne de circulation automatisée à l'extérieur d'un four à batteries au lithium](https://www.wellauto.net/wp-content/uploads/2026/04/2026042406434870.png)



