
[Anwendungsbeispiel] Eine Lösung zur präzisen Dimensionserkennung von Rohkarosserien basierend auf dem AUEX IO-Modul
Lösung am 4. Februar 2026

Die Fahrzeugkarosserie ist das Kernstück des gesamten Fahrzeugs. Sie besteht aus Hunderten, wenn nicht Tausenden von Blechteilen unterschiedlicher Größe und Form, die durch Verfahren wie Schweißen, Nieten und Kleben präzise zusammengefügt werden. Diese Komponenten bilden zusammen das Grundgerüst der Karosserie. Dieser Karosseriebauzustand wird in der Branche gemeinhin als „Rohkarosserie“ bezeichnet. Als einer der Kernprozesse in der Fahrzeugfertigung bestimmt die Montagegenauigkeit der Rohkarosserie direkt die nachfolgende Montagequalität und die Fahrsicherheit des gesamten Fahrzeugs. Daher ist sie ein entscheidender Faktor für die Qualitätskontrolle im Automobilproduktionsprozess
Bei der Fertigung der Rohkarosserie ist die präzise Einhaltung der Schlüsselmaße besonders wichtig. Aufgrund der komplexen Struktur und der zahlreichen Verbindungspunkte der Rohkarosserie kann bereits eine Maßabweichung von wenigen Millimetern einen Dominoeffekt auslösen und somit den nachfolgenden Montageprozess beeinträchtigen
Lösung
01
Um den hohen Anforderungen an die Präzision bei der Dimensionsprüfung von Rohkarosserien gerecht zu werden und den Kernanforderungen einer effizienten Massenproduktion in der Automobilindustrie zu entsprechen, wird eine automatisierte Inspektionslösung eingesetzt, die die traditionelle manuelle Inspektion ersetzt und eine dreifache Verbesserung in Genauigkeit, Effizienz und Stabilität erzielt
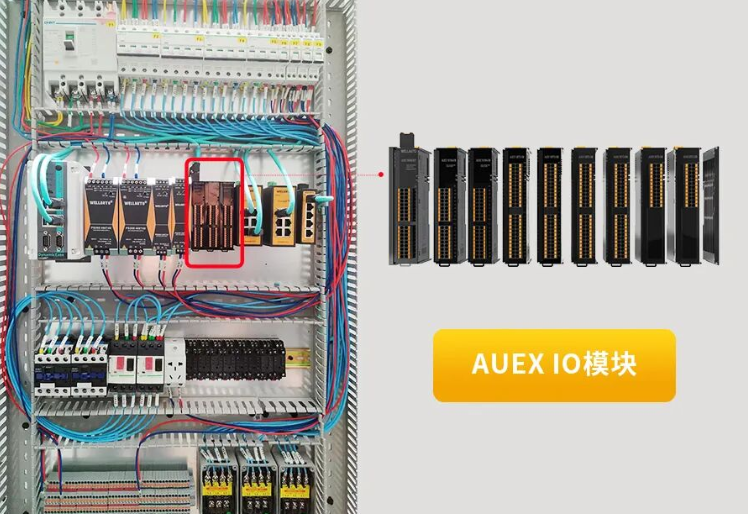
Kern der Lösung ist der Aufbau eines Regelkreises mit einem Leistungsmodul, einem EtherCAT-Splitter und einem AUEX-IO-Modul in Verbindung mit einem ECT-Host – einem vollautomatischen Detektionssystem, das präzises Scannen, Datenerfassung, Analyse, Beurteilung und Feedback-Regelung der wichtigsten Abmessungen der Karosserie ermöglicht
Die Rohkarosserie wird automatisch über das Förderband der Produktionslinie zur Prüfstation transportiert. Die Positioniervorrichtung kalibriert die Karosserieposition anhand eines voreingestellten Referenzpunktes und gewährleistet so einen einheitlichen Prüfstartpunkt. Anschließend sendet die ECT-Host-Einheit Steuerbefehle, die über einen EtherCAT-Splitter mit hoher Geschwindigkeit verteilt werden und mehrere Prüfeinheiten (z. B. Laser-Wegsensoren, Bildverarbeitungskameras und Messtaster) synchron entlang vordefinierter Pfade ansteuern. Das AUEX-IO-Modul erfasst die Prüfdaten der einzelnen Sensoren in Echtzeit und überträgt sie mit hoher Geschwindigkeit über den EtherCAT-Bus zurück an die ECT-Host-Einheit. Die Datenübertragungslatenz liegt im Millisekundenbereich und gewährleistet so die Echtzeitfähigkeit des Prüfprozesses
Automatisierte geschlossene Regelschleife für Erkennung, Analyse, Rückkopplung und Korrektur
02
Das AUEX IO-Modul reagiert schnell auf Anweisungen des ECT-Hosts und steuert die Aktuatoren entsprechend an.Bei Problemen wie Maßabweichungen empfängt das Modul frühzeitig Warnmeldungen vom ECT-Host und löst einen lokalen akustischen und optischen Alarm aus, um das Wartungspersonal vor Ort zum Eingreifen und Überprüfen aufzufordern. Gleichzeitig gibt es präzise Steuersignale an die Aktuatoren der vorhergehenden Schweißstation aus. Durch die Feinabstimmung von Schlüsselparametern wie Schweißdruck und Schweißpunktposition wird ein kontinuierliches Fortschreiten der Maßabweichungen verhindert und ein nahtloser Regelkreis aus Erkennung, Rückmeldung und Korrektur geschaffen.
Verwandte Artikel




